

Help & FAQ
Here you can find frequently asked questions and assistance as well as helpful tips for purging with CORATEX. If you have any further questions, please do not hesitate to contact us.
Here you can find frequently asked questions and assistance as well as helpful tips for purging with CORATEX. If you have any further questions, please do not hesitate to contact us.
For all available plastics granulates with a maximum temperature of 400 degrees Celsius; in addition to this specification, CORATEX HT can also be used for manual purging and polishing of tools, moulds, and stainless steel surfaces
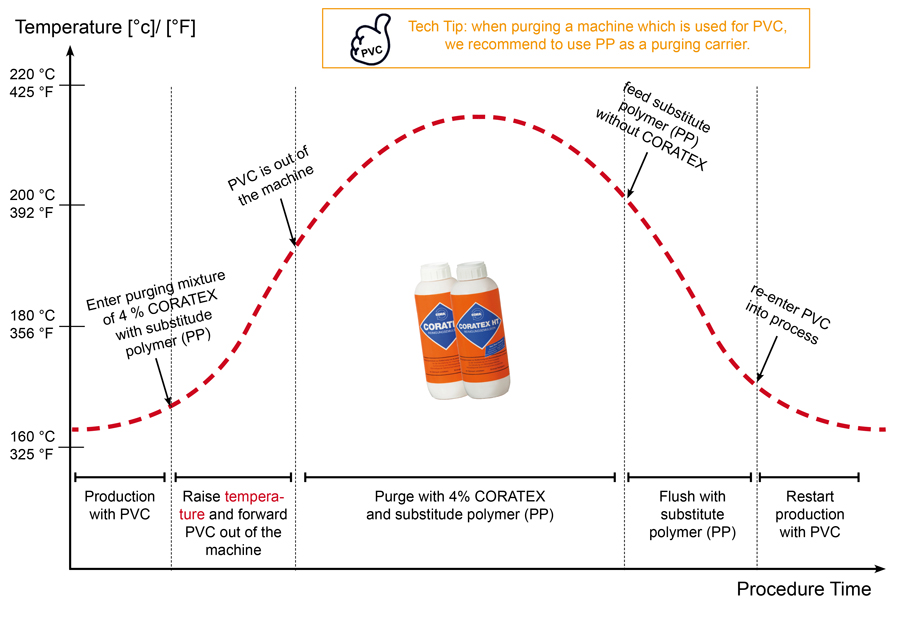
Yes, CORATEX/CORATEX HT can be used for this kind of plastics; if the extruder or injection moulding machine used for PVC is to be cleaned, it is recommended to use PP as the purging material carrier. This enables you to reach a temperature window from 200° up to 220° . When rinsing with pure PP, temperature will be reduced to 165° to 185°. The equipment will then be ready again to operate with PVC. For PVC operations we recommend to observe following steps:
If a high quality plastic granulate will be used for your production, you can use a compound of PP nature oder PP [Crystal clear] plus 3 % CORATEX / CORATEX HT in order to minimize expenses with good results. PP is stabile up to 320°, and can therefore be used for purging as a substitution for almost all plastics granulates.
A low MFI of 0.2 to 0.3 is considered stiff material. It will surely bring out most of the material.
Recommended procedure:
remove the nozzle from the machine and cauterize the plastics, in other words, increase the barrel termperature to approx 250° and apply only 2-5 % pressure. ABS moulding at higher temperatures will cause more purging problems.
You will find an overview in the Downloads which provides you with a comprehensive overview by plastic type of the processing and cleaning temperatures and the mixing ratios of CORATEX and CORATEX HT.
In the degassing zones, cleaning granulate with CORATEX normally does not take effect due to a lack of pressure build-up.
When changing raw materials with different processing temperatures, such as PVC and PC or PA, the cleaning process must be carried out with an intermediate carrier, e.g. PP natural, to ensure perfect cleaning.
If high-quality and expensive plastics are used, a cleaning granulate made of "PP natural" or "PP crystal clear" and 3% CORATEX can also be used with good results - to further reduce cleaning costs. (PP is resistant up to temperatures of 320°C and can therefore be used with almost all plastics).
We generally recommend preventive cleaning with CORATEX every 2-4 weeks.
Particularly stubborn contamination
Repeat cleaning according to standard procedure, further reduce temperature in extruder
Severe damage to the screw (e.g. grooves, break-outs, porous spots)
Replace screw
Damage to the barrel inner wall (e.g. cracks, scores, pits)
Rework cylinder
Unfavourable flow conditions in the head, nozzle and tool areas (due to design or wear)
Repair parts with unfavourable flow conditions or replace them with parts designed with favourable flow conditions.
Cause
Hot runner system with unfavourable flow (e.g. blind holes, undercuts, angular passages),
Hot runner temperature too low
Remedies
Change the design of the hotrunner system,
Increase the temperature in the hot runner system up to the maximum temperature (depending on the mould).
Generally, switch off the screw for approx. 15 minutes and allow the granulate-CORATEX HT mixture to act in the extruder and hot runner.
We only use functional cookies on this website for server security purposes. Further information can be found in our privacy policy.